
Gia công chi tiết gang
Gia công mặt bích, thân gối, bệ máy, chi tiết gang đúc cần phay mặt chuẩn, khoan lỗ và doa lắp ghép.
Công đoạn
Dịch vụ và nội dung kỹ thuật liên quan đến Khoan taro.
Gia công mặt bích, thân gối, bệ máy, chi tiết gang đúc cần phay mặt chuẩn, khoan lỗ và doa lắp ghép.
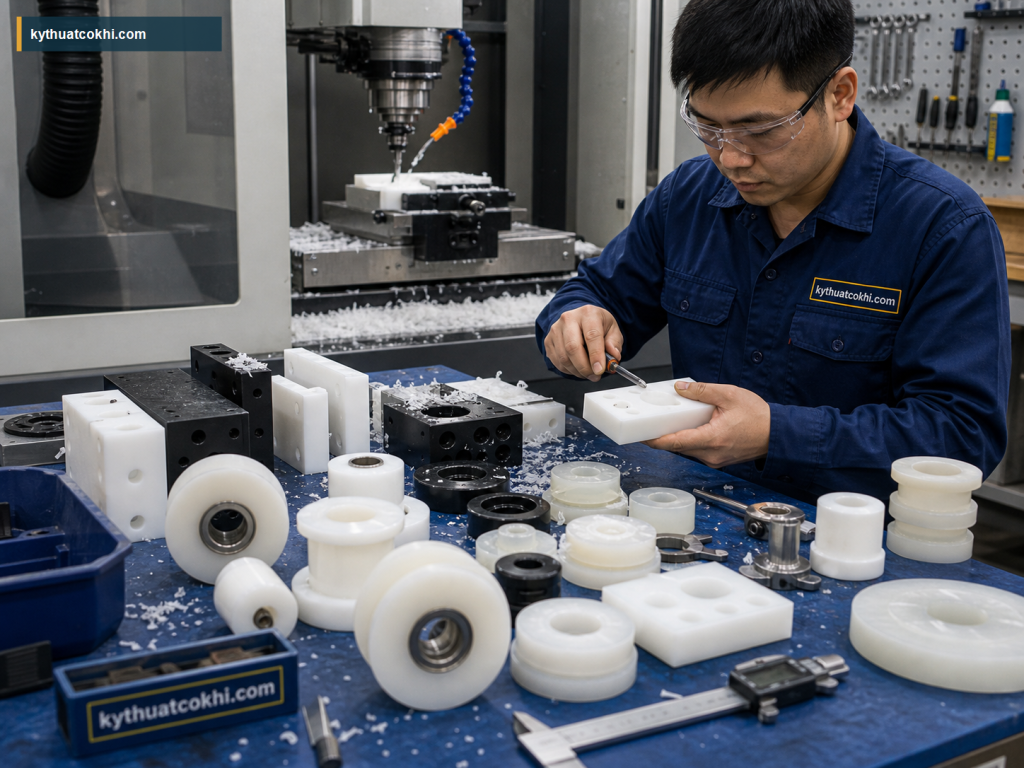
Gia công POM, PA, PE, mica, bakelite cho bạc trượt, con lăn, tấm cách điện và chi tiết chống mài mòn nhẹ.
Phay mặt, phay biên dạng, phay rãnh, khoan lỗ và taro cho pát máy, tấm gá, mặt bích và chi tiết dạng khối.
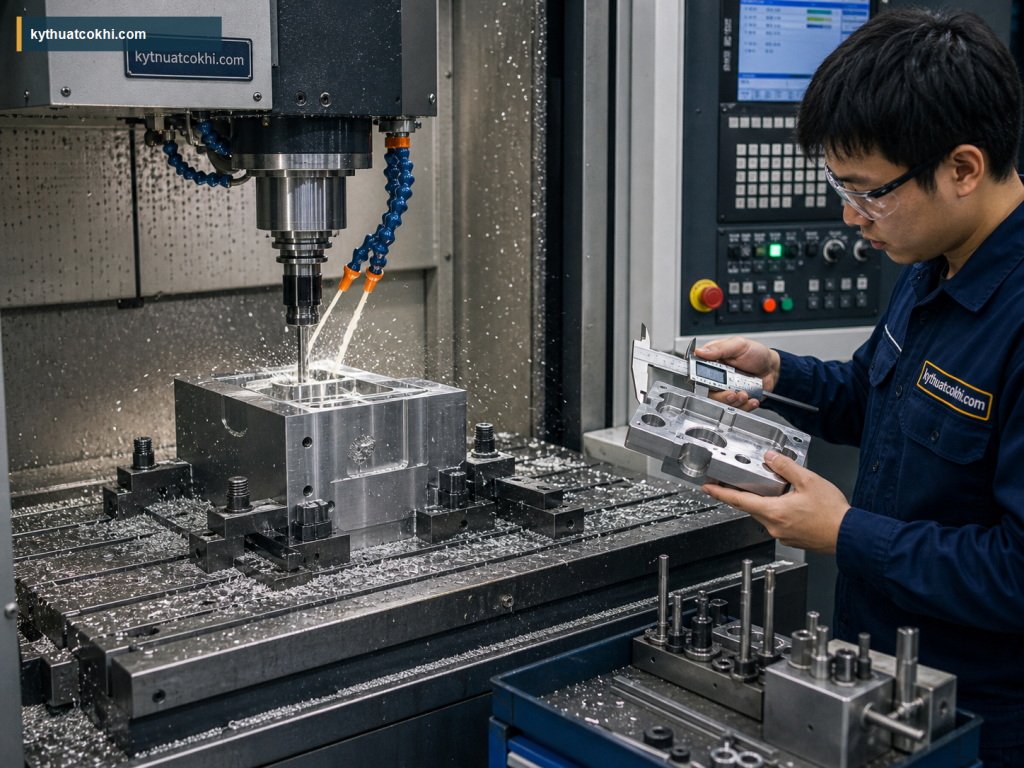
Khoan tạo lỗ theo đường kính yêu cầu, sau đó taro cắt ren trong theo bước ren tiêu chuẩn (M, UNC, BSP...) hoặc đặc biệt. Vị trí lỗ, đường kính, chiều sâu, bước ren và hướng ren phải ghi đầy đủ trên bản vẽ để tránh sai.
Khoan trên CNC cho phép định vị lỗ chính xác hơn khoan tay. Với lỗ cần vị trí chặt như lỗ định vị và lỗ lắp bạc dẫn, cần ghi rõ dung sai vị trí (position tolerance) thay vì chỉ ghi kích thước danh nghĩa.
Cần ghi rõ chiều sâu tổng, chiều sâu phần ren (nếu taro) và chiều sâu đầu mũi khoan hình nón. Lỗ blind dễ kẹt phoi nên cần thao tác rút mũi khoan định kỳ khi khoan sâu.
Được nhưng mũi taro nhỏ dễ gãy trong vật liệu cứng. M2–M3 cần tốc độ chậm và chú ý lực taro. Với ren nhỏ trong vật liệu khó cắt, nên trao đổi trước để xem phương án thay thế.