Piston xi-lanh thủy lực thay thế cho máy ép nhựa
Piston thép C45 tiện tinh dung sai H7/h6 ở rãnh phớt, thay khẩn cho máy ép nhựa dừng do xi-lanh cũ nứt bích, không còn nhà cung cấp phụ tùng gốc.
Xem hồ sơ dự ánNgành ứng dụng
Ứng dụng cơ khí cho ngành chế tạo máy.
Piston thép C45 tiện tinh dung sai H7/h6 ở rãnh phớt, thay khẩn cho máy ép nhựa dừng do xi-lanh cũ nứt bích, không còn nhà cung cấp phụ tùng gốc.
Xem hồ sơ dự ánBộ gá hàn TIG 2 tầng cho khung nhôm xe máy điện: chốt định vị hợp kim, thanh kẹp toggle và mặt tỳ nylon, giữ sai số đường hàn dưới 0,5 mm sau 300 chu kỳ hàn liên tiếp.
Xem hồ sơ dự án4 kệ thép hộp 60×60 mm tải trọng 800 kg/tầng, sơn epoxy 2 lớp, bánh xe tự hãm và thanh chặn 3 chiều cao phù hợp với 3 cỡ khuôn ép cao su đang sử dụng tại xưởng Đồng Nai.
Xem hồ sơ dự án40 bạc dẫn hướng POM trắng gia công CNC thay bạc đồng, giảm tiếng ồn trượt và bỏ bôi trơn định kỳ cho dây chuyền in lụa tốc độ 30 m/phút.
Xem hồ sơ dự ánTang đỡ thép C45 đường kính 250 mm mòn lệch 1,2 mm được mài phục hồi về kích thước gốc, lắp vòng đệm mới và kiểm tra độ đảo 0,02 mm trước khi máy chạy lại trong cùng ngày.
Xem hồ sơ dự án
Phục hồi hoặc gia công mới trục, bạc, pát, gối đỡ, cụm gá và chi tiết máy đã mòn hoặc gãy.
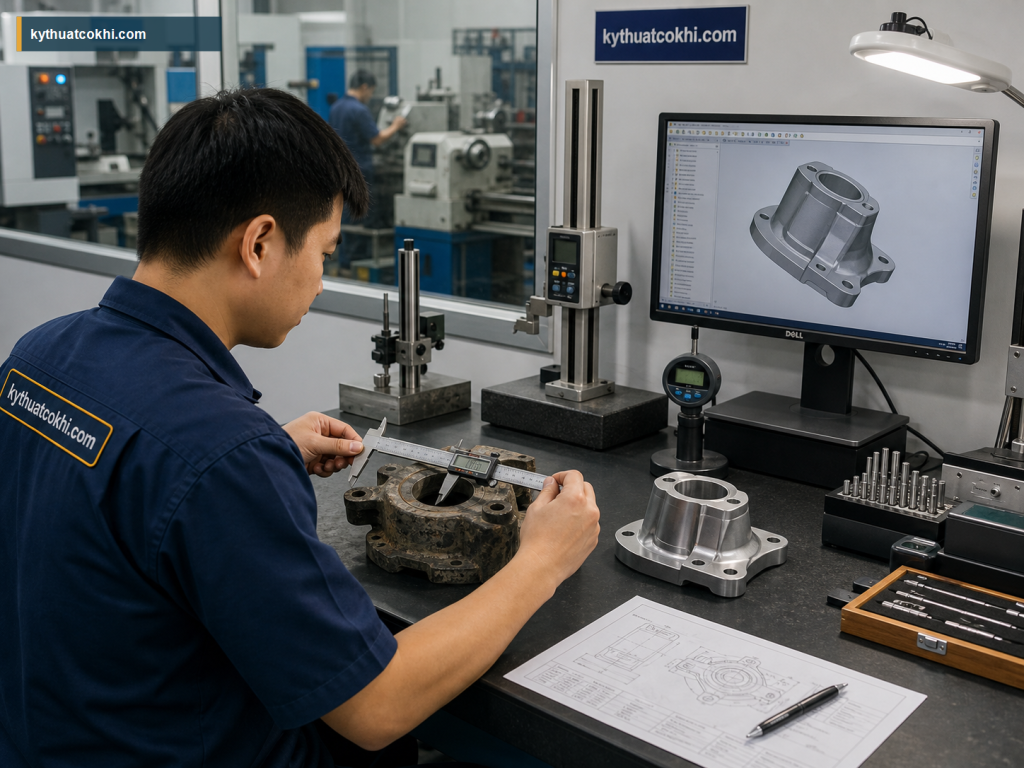
Đo mẫu cũ, kiểm tra kích thước quan trọng, dựng lại bản vẽ để gia công thay thế hoặc cải tiến.

Gia công bánh răng, nhông xích, puly răng và chi tiết truyền động theo mẫu hoặc bản vẽ.

Gia công mặt bích, thân gối, bệ máy, chi tiết gang đúc cần phay mặt chuẩn, khoan lỗ và doa lắp ghép.

Lắp ráp cụm chi tiết, căn chỉnh chốt, bạc, ray trượt, cơ cấu kẹp và cụm truyền động trước khi bàn giao.

Hàn khung máy, bàn thao tác, bệ thiết bị, xe đẩy và cụm inox/thép cần độ bền mối hàn ổn định.
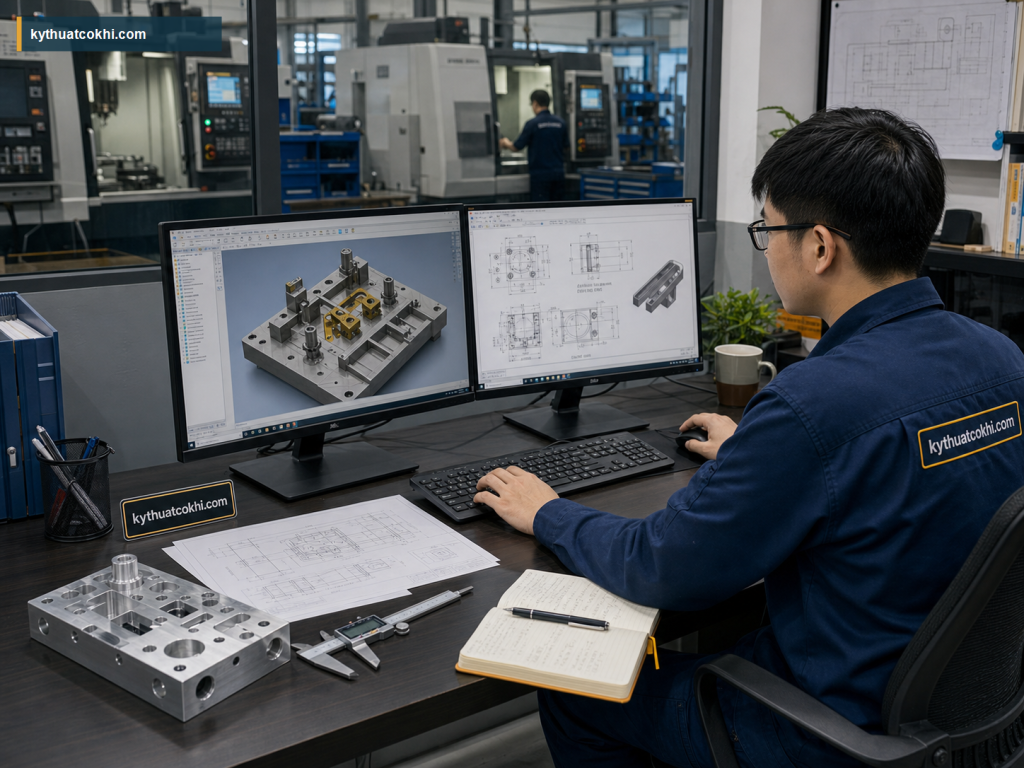
Dựng bản vẽ 2D/3D từ mẫu, tách chi tiết, lập quy trình gia công và chuẩn bị file cho CNC.
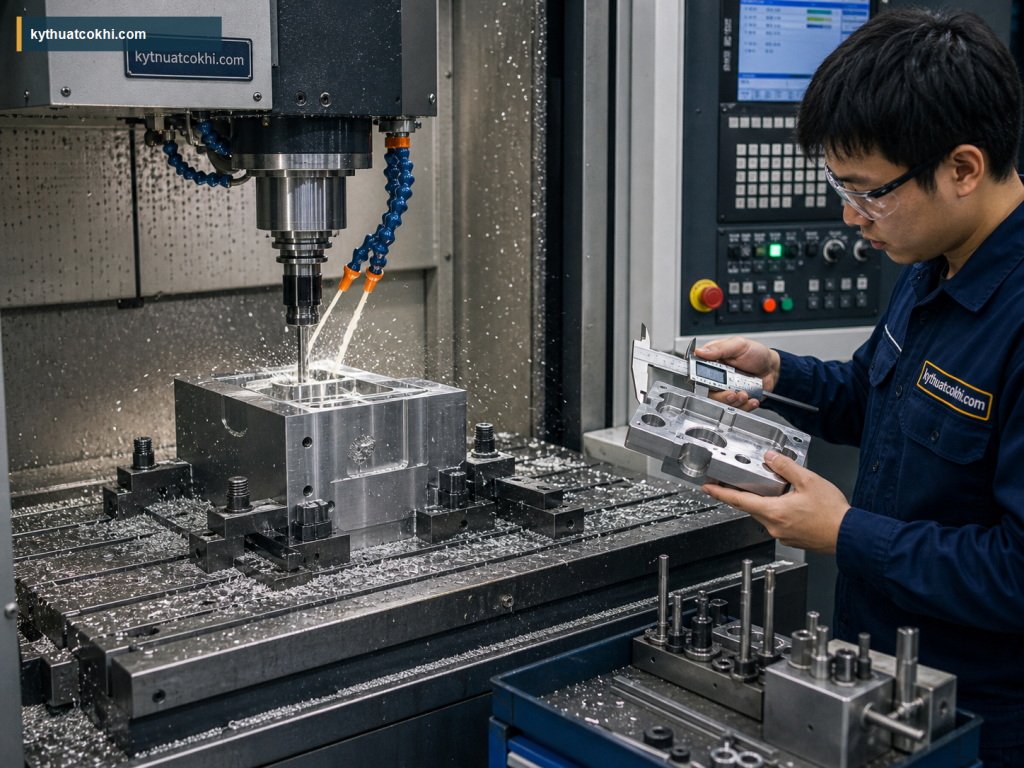
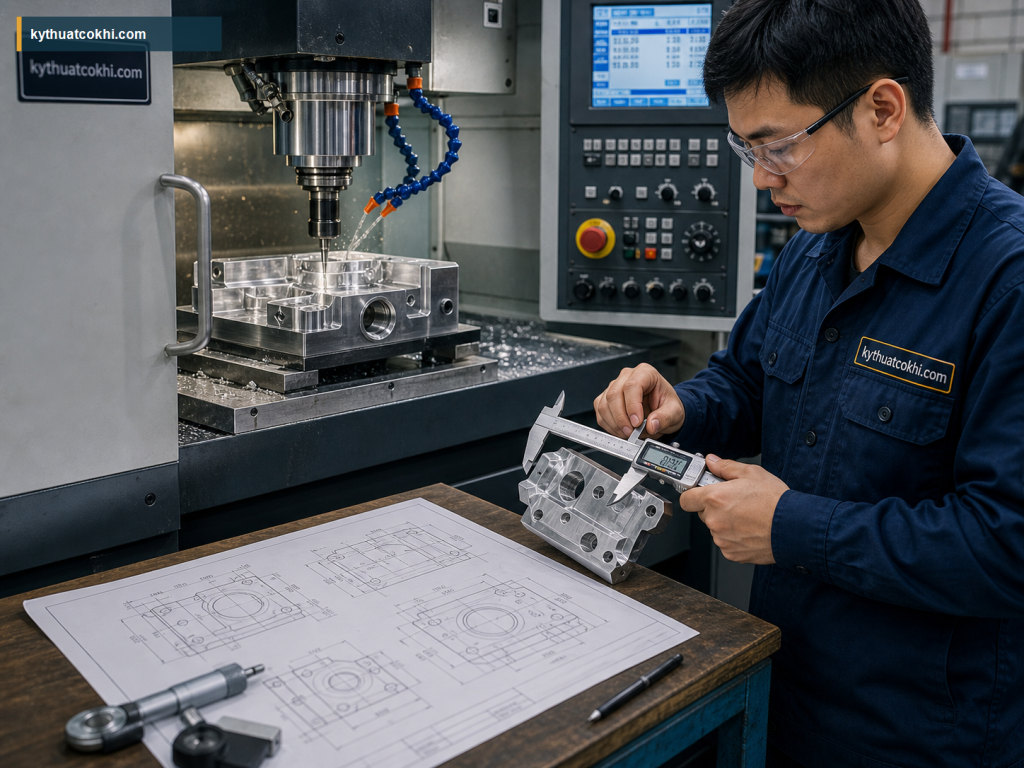
Phay mặt, phay biên dạng, phay rãnh, khoan lỗ và taro cho pát máy, tấm gá, mặt bích và chi tiết dạng khối.
Trục SCM440 tiện tinh, nhiệt luyện HRC 42–45, mài cổ lắp bạc đạn đạt độ đảo 0,015 mm, thay thế khẩn cho máy dập bị dừng do trục cũ mòn cổ lắp khi không còn bản vẽ gốc.
Xem hồ sơ dự án
Gia công trục truyền động, bạc lót, puly, con lăn và chi tiết tròn xoay theo mẫu hoặc bản vẽ.

Gia công thay thế chi tiết mòn, phục hồi cụm cơ khí, căn chỉnh cơ cấu và cải tiến điểm hay gây dừng chuyền.
Nhận phay CNC, tiện CNC, khoan taro, doa lỗ và hoàn thiện chi tiết theo file STEP, DXF, PDF hoặc mẫu thực tế.
Ngành chế tạo máy yêu cầu chi tiết cơ khí đạt dung sai lắp ghép chặt, vật liệu phù hợp với tải động và chu kỳ thay thế hợp lý. Các hạng mục phổ biến gồm trục truyền động, bạc lót, cụm gá kẹp, bánh răng và chi tiết thay thế cho máy đang vận hành.
Khi thiếu bản vẽ gốc của chi tiết thay thế, cần cung cấp mẫu cũ hoặc thông tin về vị trí lắp, tải làm việc và bộ ghép cặp để xưởng đo và đề xuất thông số gia công phù hợp.
Có nhận khẩn với điều kiện hồ sơ đủ rõ hoặc mẫu giao ngay. Chi tiết tiêu chuẩn đơn giản có thể gia công trong 1–2 ngày. Chi tiết phức tạp cần đo lại và dựng bản vẽ sẽ mất thêm thời gian kỹ thuật.
Dung sai lắp ghép trục-bạc thường H7/g6 hoặc H7/k6 tùy kiểu lắp. Dung sai vị trí lỗ thường ±0.05–0.1 mm. Chi tiết chính xác hơn cần ghi rõ dung sai theo tiêu chuẩn ISO hoặc JIS trên bản vẽ.