Đồ gá hàn định vị khung nhôm xe máy điện
Bộ gá hàn TIG 2 tầng cho khung nhôm xe máy điện: chốt định vị hợp kim, thanh kẹp toggle và mặt tỳ nylon, giữ sai số đường hàn dưới 0,5 mm sau 300 chu kỳ hàn liên tiếp.
Xem hồ sơ dự ánCông đoạn
Công đoạn lắp ráp cụm trong gia công cơ khí.
Bộ gá hàn TIG 2 tầng cho khung nhôm xe máy điện: chốt định vị hợp kim, thanh kẹp toggle và mặt tỳ nylon, giữ sai số đường hàn dưới 0,5 mm sau 300 chu kỳ hàn liên tiếp.
Xem hồ sơ dự án4 kệ thép hộp 60×60 mm tải trọng 800 kg/tầng, sơn epoxy 2 lớp, bánh xe tự hãm và thanh chặn 3 chiều cao phù hợp với 3 cỡ khuôn ép cao su đang sử dụng tại xưởng Đồng Nai.
Xem hồ sơ dự ánKhung băng tải inox 304 dài 6 m, con lăn nhôm 6061 anodize và chân đế điều chỉnh độ nghiêng 0–5°, phù hợp tiêu chuẩn vệ sinh thực phẩm và tải trọng sản phẩm 50 kg/m.
Xem hồ sơ dự án
Lắp ráp cụm chi tiết, căn chỉnh chốt, bạc, ray trượt, cơ cấu kẹp và cụm truyền động trước khi bàn giao.

Gia công bàn thao tác, xe đẩy vật tư, giá kệ khuôn và khung phụ trợ cho khu vực sản xuất.

Hàn khung máy, bàn thao tác, bệ thiết bị, xe đẩy và cụm inox/thép cần độ bền mối hàn ổn định.
Khung inox 304 cho máy đóng gói bánh kẹo: mối hàn TIG mài nhẵn không rãnh, mặt bàn chà xước đồng đều, ống tròn không góc chết và chân tăng chỉnh điều chỉnh 700–750 mm.
Xem hồ sơ dự án6 bàn thao tác inox 304 kích thước khác nhau cho khu vực chế biến thực phẩm tại Bình Dương: mép gấp 20 mm không góc nhọn, kệ lưới thoát nước và chân PP chịu ẩm điều chỉnh được.
Xem hồ sơ dự án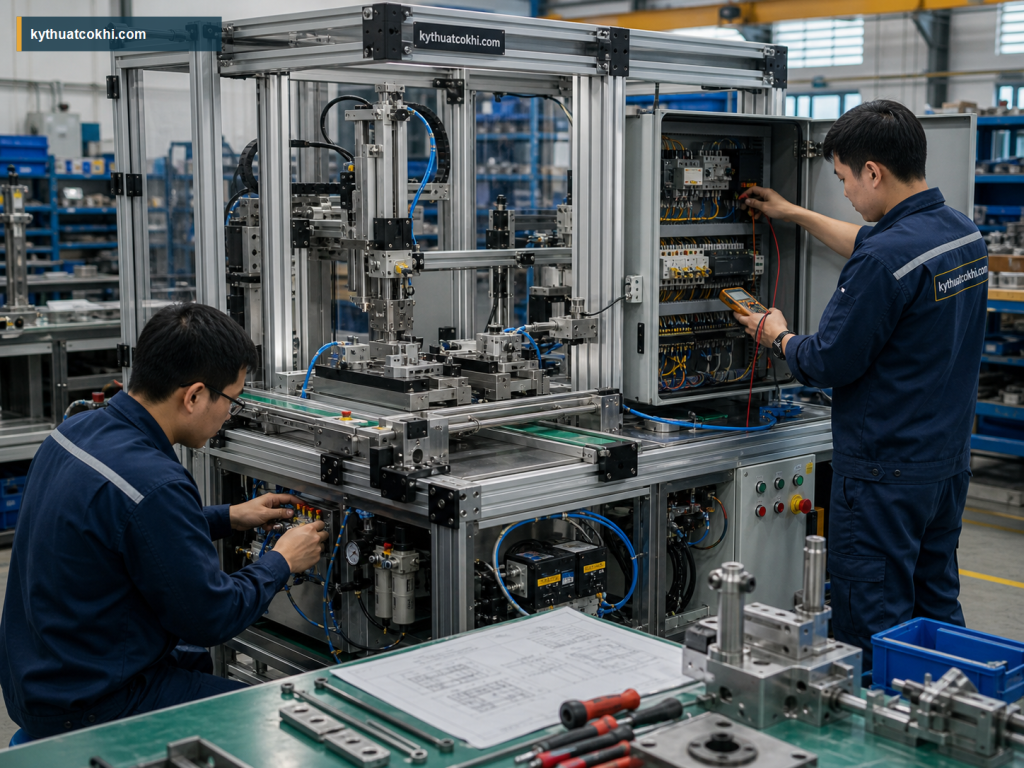
Thiết kế, gia công và lắp ráp cụm máy bán tự động theo quy trình sản xuất thực tế của nhà máy.

Gia công khung máy, bệ thiết bị, xe đẩy, bàn thao tác, lan can bảo vệ và cụm cơ khí chịu tải dùng trong nhà xưởng.
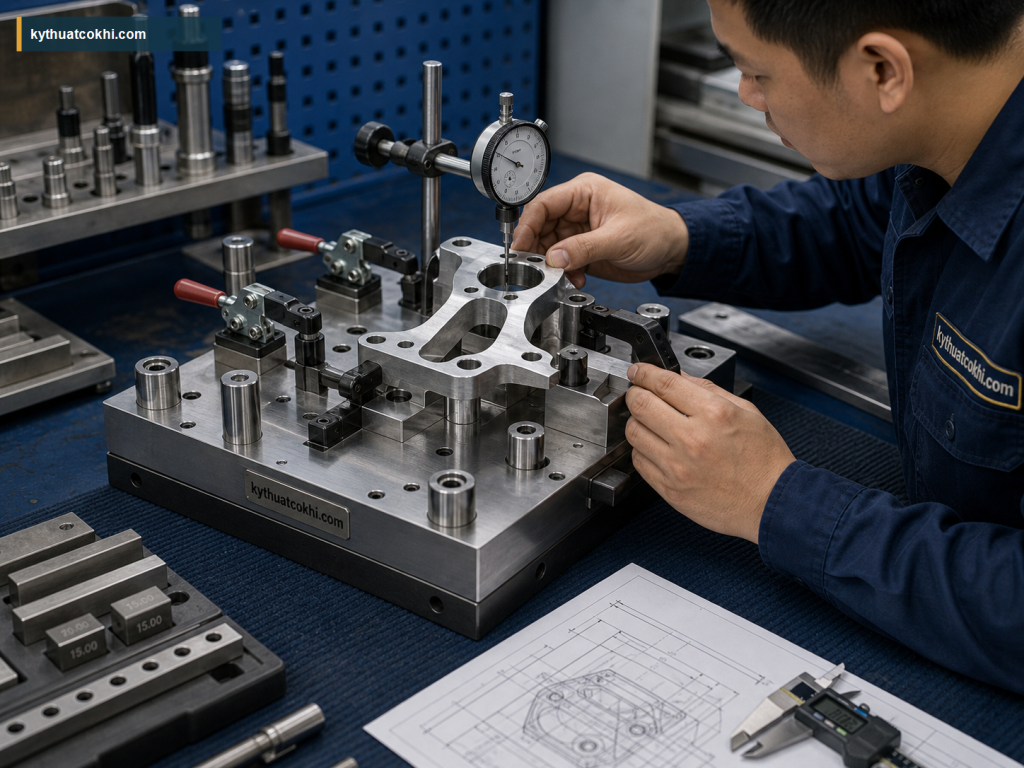
Thiết kế và gia công đồ gá lắp ráp, gá hàn, jig kiểm, cơ cấu kẹp nhanh giúp thao tác ổn định giữa các ca sản xuất.
Bộ gá định vị 3 mặt dùng chốt chuẩn thép cứng, mặt tỳ delrin và kẹp cam, giảm tỷ lệ lỗi định vị cụm nhôm từ 4% xuống 0% ngay tuần đầu vận hành tại nhà máy điện tử TP.HCM.
Xem hồ sơ dự ánLắp ráp cụm thực hiện sau khi gia công xong từng chi tiết, gồm lắp thử, căn chỉnh khe hở, kiểm tra độ trượt và thao tác vận hành trước khi bàn giao. Bàn giao theo cụm giúp khách hàng tiết kiệm thời gian lắp đặt tại nhà máy.
Cần cung cấp tiêu chuẩn nghiệm thu cụm: khe hở cho phép, lực kẹp, hành trình, độ trượt hoặc tiêu chí vận hành khác. Nếu cụm gồm nhiều nguồn (gia công nội bộ và mua ngoài), xưởng cần được cung cấp chi tiết mua ngoài trước ngày lắp.
Có thể cung cấp theo yêu cầu. Hướng dẫn tháo lắp bằng văn bản hoặc hình ảnh phù hợp với cụm phức tạp hoặc cụm cần bảo trì định kỳ.
Có thể kiểm tra chạy tay hoặc chạy thực tế tùy điều kiện xưởng. Với cụm truyền động hoặc cơ cấu kẹp, kiểm tra hành trình và lực là bước nghiệm thu tiêu chuẩn trước khi đóng gói.