Piston xi-lanh thủy lực thay thế cho máy ép nhựa
Piston thép C45 tiện tinh dung sai H7/h6 ở rãnh phớt, thay khẩn cho máy ép nhựa dừng do xi-lanh cũ nứt bích, không còn nhà cung cấp phụ tùng gốc.
Xem hồ sơ dự ánCông đoạn
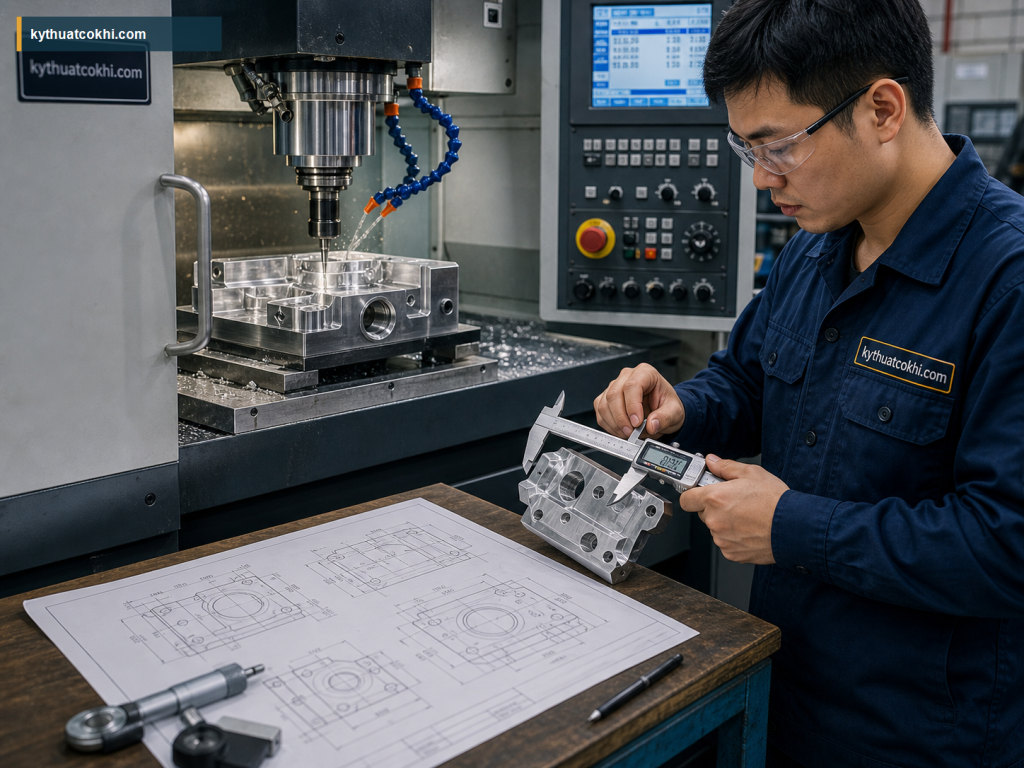
Công đoạn mài, doa, taro trong gia công cơ khí.
Piston thép C45 tiện tinh dung sai H7/h6 ở rãnh phớt, thay khẩn cho máy ép nhựa dừng do xi-lanh cũ nứt bích, không còn nhà cung cấp phụ tùng gốc.
Xem hồ sơ dự ánTang đỡ thép C45 đường kính 250 mm mòn lệch 1,2 mm được mài phục hồi về kích thước gốc, lắp vòng đệm mới và kiểm tra độ đảo 0,02 mm trước khi máy chạy lại trong cùng ngày.
Xem hồ sơ dự án
Gia công bánh răng, nhông xích, puly răng và chi tiết truyền động theo mẫu hoặc bản vẽ.

Mài mặt chuẩn, mài cổ trục, mài chi tiết sau xử lý nhiệt và hoàn thiện bề mặt lắp ghép.
Trục SCM440 tiện tinh, nhiệt luyện HRC 42–45, mài cổ lắp bạc đạn đạt độ đảo 0,015 mm, thay thế khẩn cho máy dập bị dừng do trục cũ mòn cổ lắp khi không còn bản vẽ gốc.
Xem hồ sơ dự án
Gia công trục truyền động, bạc lót, puly, con lăn và chi tiết tròn xoay theo mẫu hoặc bản vẽ.

Gia công thay thế chi tiết mòn, phục hồi cụm cơ khí, căn chỉnh cơ cấu và cải tiến điểm hay gây dừng chuyền.
Nhận phay CNC, tiện CNC, khoan taro, doa lỗ và hoàn thiện chi tiết theo file STEP, DXF, PDF hoặc mẫu thực tế.
Mài, doa và taro là các công đoạn hoàn thiện sau phay hoặc tiện. Doa lỗ dùng khi cần độ tròn và dung sai lỗ chặt hơn khoan. Taro ren trong thực hiện sau khi khoan lỗ đúng đường kính. Mài tròn hoặc mài phẳng dùng sau xử lý nhiệt để đạt kích thước tinh.
Các công đoạn này thường không được ghi đủ trên bản vẽ nhưng ảnh hưởng trực tiếp đến giá. Cần ghi rõ lỗ nào cần doa (kèm dung sai H7, H6...), ren nào cần taro và bề mặt nào cần mài để báo giá không thiếu.
Khoan tạo lỗ gần đường kính danh nghĩa nhưng dung sai lỏng và không tròn hoàn toàn. Doa H7 (hoặc H6) gia công tinh sau khoan để đạt dung sai chặt ±0.01–0.02 mm và độ tròn tốt hơn cho lỗ lắp chốt hoặc bạc.
Được đến một mức độ. Vật liệu trên 35 HRC bắt đầu khó taro thông thường. Cần taro carbide hoặc gia công ren bằng EDM. Độ cứng vật liệu cần ghi rõ trên bản vẽ để xưởng chọn phương án.