Phục hồi tang đỡ máy định hình ống nhựa bị mòn lệch
Tang đỡ thép C45 đường kính 250 mm mòn lệch 1,2 mm được mài phục hồi về kích thước gốc, lắp vòng đệm mới và kiểm tra độ đảo 0,02 mm trước khi máy chạy lại trong cùng ngày.
Xem hồ sơ dự ánCông đoạn
Dịch vụ và nội dung kỹ thuật liên quan đến Mài phẳng.
Tang đỡ thép C45 đường kính 250 mm mòn lệch 1,2 mm được mài phục hồi về kích thước gốc, lắp vòng đệm mới và kiểm tra độ đảo 0,02 mm trước khi máy chạy lại trong cùng ngày.
Xem hồ sơ dự án
Gia công mặt bích, thân gối, bệ máy, chi tiết gang đúc cần phay mặt chuẩn, khoan lỗ và doa lắp ghép.
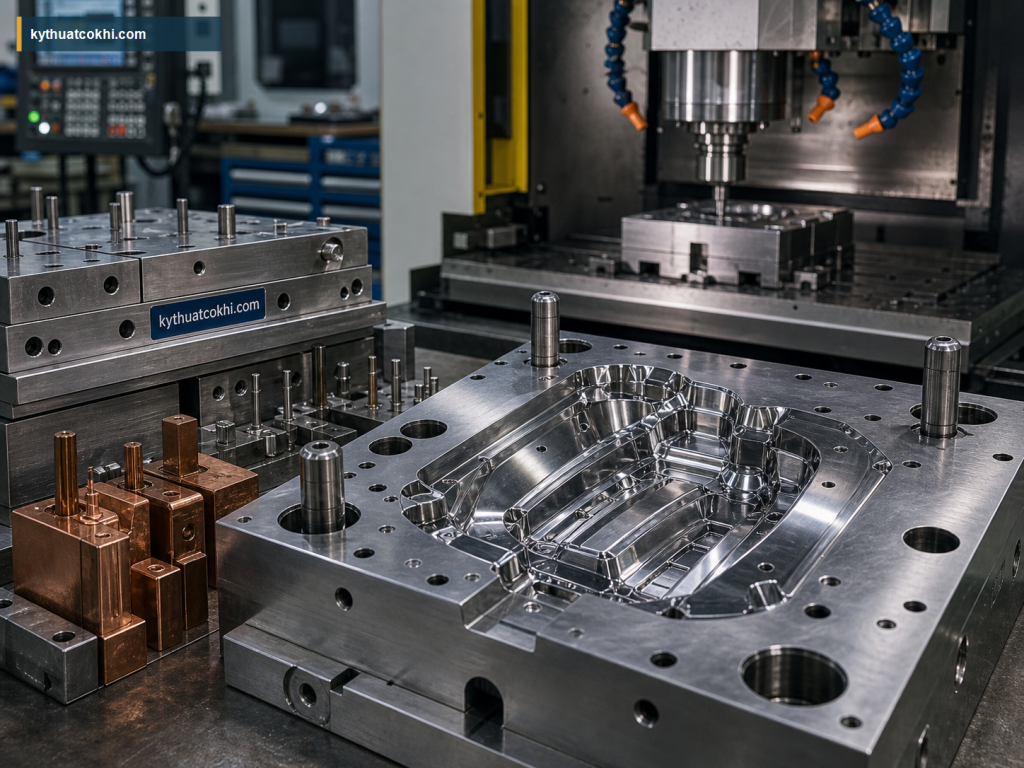
Gia công lõi khuôn, insert, tấm khuôn, chốt, bạc dẫn hướng và chi tiết khuôn cần độ chính xác cao.

Mài mặt chuẩn, mài cổ trục, mài chi tiết sau xử lý nhiệt và hoàn thiện bề mặt lắp ghép.
Mài phẳng gia công mặt phẳng chuẩn sau nhiệt luyện hoặc khi cần độ phẳng và độ nhám tốt hơn phay. Thường dùng cho tấm thép khuôn, mặt ghép của cụm gá, đế máy và bề mặt lắp ghép chịu áp.
Lượng dư mài thường 0.1–0.3 mm mỗi mặt. Cần để đủ lượng dư trong bước phay trước khi xử lý nhiệt. Độ cứng vật liệu và loại đá mài ảnh hưởng đến chất lượng bề mặt và tốc độ gia công.
Mài phẳng thông thường đạt độ phẳng 0.01–0.02 mm trên 100 mm. Chi tiết dài hoặc mỏng dễ cong khi nhiệt tích tụ, cần mài nhiều lần ít và làm mát đủ.
Kiểm tra độ phẳng bằng thước thẳng chuẩn hoặc đồng hồ so trên bàn chuẩn. Với chi tiết khuôn, cần kiểm tra thêm độ song song hai mặt và kích thước chiều dày tổng sau mài.